证券代码
837263
![[LOGO]](static/picture/362f867cef7743751fe1d950f3c06c69.png)
![[LOGO]](static/picture/2ec7903424cbeffe2ace39b34d73c9a7.png)
证券代码
837263
上期我们讲了在低压电器领域电接触头存在的焊接缺陷检测问题及可视化的超声波SAM检测方案。(水浸超声波扫描显微镜简称:SAM或SAT)
今天我们看一下Hiwave国产超声波扫描显微镜SAM设备在电触头中焊接质量检测的行业具体化应用以及规范;
1:超声SAM检测原理
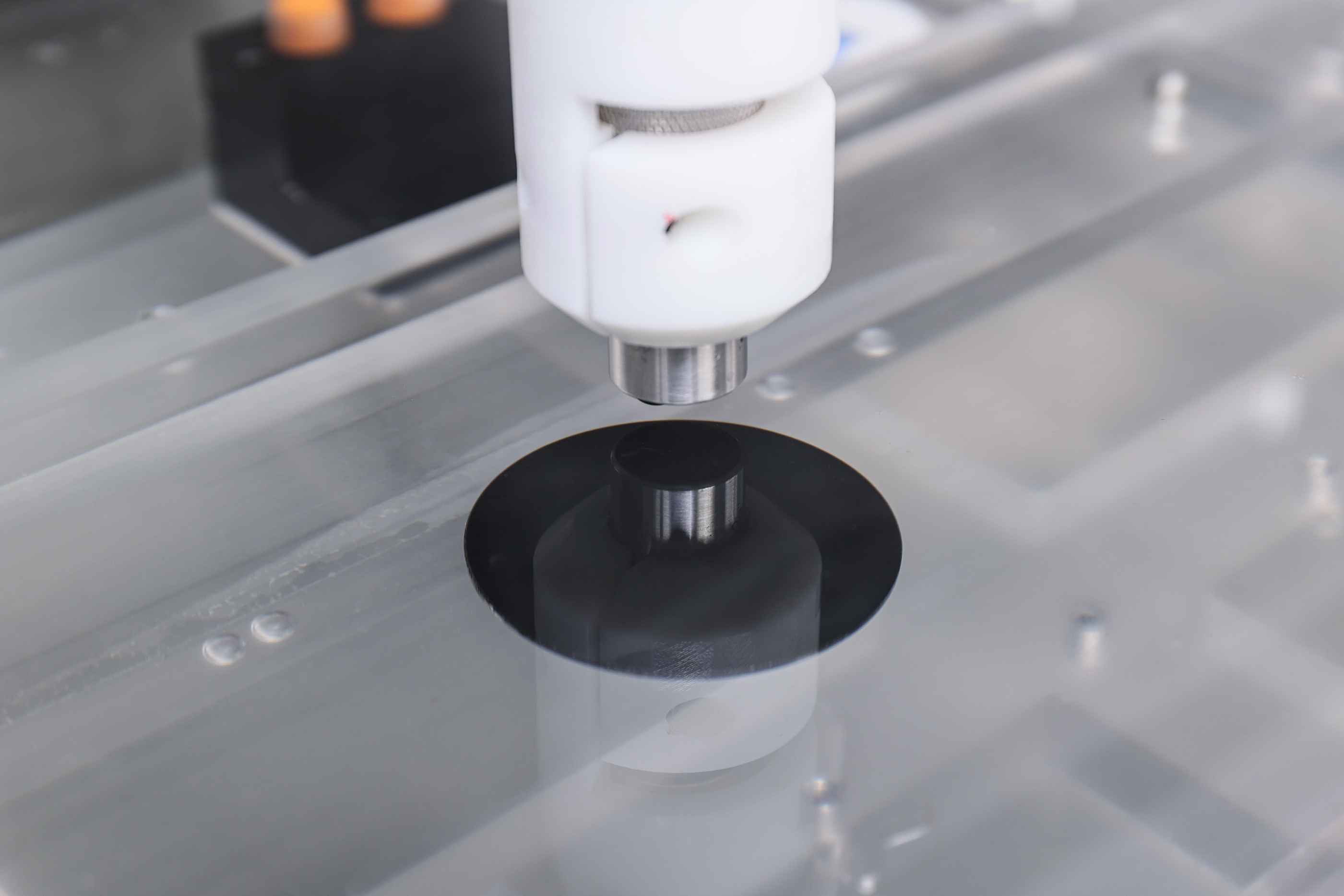
电接触触头使用水浸超声波扫描显微镜SAM设备检测,Hiwave检测系统如图所示。检测时,由超声波探头发射出一束超声波,通过耦合介质进入工件内部。当超声波传播过程中遇到两种不同材料的界面时,超声波发生反射。探头接收反射回的超声信号,通过接收到的超声能量的大小与时间达到检测焊接面质量的目的。

Hiwave-超声波扫描显微镜SAM检测原理
超声检测电触头有 4 个基本过程:
(1)超声波探头产生超声波脉冲,通过耦合介质(水)到达被测工件;
(2)当超声波脉冲通过被测工件时,由于声阻的不同,在各种不同物质的交界处发生反射和透射,形成反射回波和透射波;
(3)超声波探头接收反射回波,并转换成电信号;
(4)计算机处理电信号,显示为波形或图像,判定检测结论。

对于电触头工件,银和铜是常见的电接触材料,Ag 材料与 Cu 材料的焊接面。 在良好状态下,焊接界面均匀致密,反射强度很弱,电信号的幅值很小。反之焊接面有空洞气泡、裂纹、缝隙,等缺陷时超声波反馈的电信号较为强烈。超声检测设备沿着蛇形轨迹,对焊接界面逐点扫描,所有反射回波信号合并,根据焊接面每个点处的超声波反射强度大小,得到一张高分辨率的超声扫描强度图像。

缺陷处波形信号较为强烈(超声强度图(3))
为了便于分辨出每一点的信号强度,如图三所示;将反射回波信号强度(STSS)细分成多个级。0级代表完全透射,没有反射;173级代表完全反射,没有透射。其中,反射强度越高的点,颜色偏红偏白,表明此处有分层或气泡、缺陷;反之,反射强度越低的点,颜色偏蓝偏黑,表明无缺陷。
2:焊接钎着率
通常我们使用超声SAM检测时候会用钎着率Rb数据来反应焊接质量情况。钎着率Rb其计算公式:

Ar——焊接质量良好的焊接界面面积总和记为实际结合面积;
At——所有焊接界面面积总和记为理想结合面积。
根据超声强度图(3),像我们选定阈值 Ft为61作为分界线,其钎着率为76.5%,钎着率会根据选定的阀值Ft的变化而变化,通常按照检测经验选择阈值Ft。
3:金相腐蚀验证
超声SAM检测焊接件检测完成后,通过金相腐蚀对检测结果进行验证。金相腐蚀后实测缺陷面积1#为3.57mm2、2#为3.67mm2。超声检测缺陷面积1#为3.83mm2、2#为3.87mm2 超声检测缺陷面积与缺陷实际面积可以互相验证。

金相腐蚀图与超声SAM扫描图

4:SAM检测精度与影响因素
理论上来说超声波SAM检测就是扫描整个焊接平面,收集平面内每个点超声波反馈的电信号。单位时间内收集的电信号越多,可以反映出焊接面的信息越多。故超声探头的频率越高,收集焊接面的信息越全面,检测精度越高。但影响超声波检测精度因素是多样性的;如工件表面平整度,运动系统X,Y、Z轴的定位精度,数据采集系统。软件算法系统等因素。对此Hiwave和伍研发人员都在积极探索,为作出更好的超声波扫描显微镜SAM设备检测做持续优化。

Hiwave-国产超声波扫描显微镜
5:发展现状
目前;我国的超声检测设备低频探伤设备UT(频率范围:2MHZ≥)约占80%,超声波中频探伤设备如超声相控阵PAUT和超声衍射时差法TOFD(频率范围:20MHZ≥)约占18%。而高频超声探伤领域:超声波扫描显微镜SAM/SAT(频率范围:300MHZ≥)占比不到2%。

Hiwave超声SAT检测低压电器银触点图
Hiwave和伍是我国高频超声SAM设备研发领先企业,先后研发设备型号从超舒适S100、S200、S300...S800不等,满足了低压电器、半导体封测、芯片、IGBT、新能源水冷板、PCD复合片、电子元器件、锂电池,等不同行业等检测需求。在低压电器银触点焊接质量检测方面,Hiwave与施耐德电器拟定了《适用于超声检测的低压触点焊接检测规范》;在低压电器领域,和伍的水浸超声扫描显微镜检测设备也受到了、西门子、正泰电器、德力西电器、维通利电器等电器龙头企业的广泛认可。
![[x]](static/picture/closeimgfz1.svg)

![[→]](static/picture/jiguangimgfz1.svg)



![[→]](static/picture/zixuniconim1.svg)
![[x]](static/picture/closeicon1.png)













![[→]](static/picture/zixuniconim1.png)
![[首页]](static/picture/homeicon1.svg)




![[图标]](static/picture/fc1c83eb02c951ce168aaebde4fd8205.svg)



![[↑]](static/picture/rtxiangshangimg1.svg)